Стеклопластиковые детали, различные технологии.
Итак - лепка.
Самое главное - модель, без нее в принципе невозможно.
В качестве модели можно использовать ЛЮБОЙ материал, на который впоследствии можно нанести твердый разделительный слой, к которому не прилипнет смола. Я в детстве тоже начинал с пластилина. Быстро завязал, потому что очень сложно формировать ровную поверхность и соблюдать симметрию. Выходило и неровно, и несимметрично.
Вариант со строительным (оранжевым) пенопластом полюбил больше. Причем необязательно иметь цельный кусок по размеру детали - я брал подходящие по размеру картонные коробки, обклеивал их толстыми листами строительного пенопласта (скорее всего - это и была та же монтажная пена, но давно застывшая, просто ее в те годы в магазинах не было).
Полученную болванку обрезаешь полотном ножовки по металлу или ножами и потом шкуришь шкуркой (приделанной к плоской дощечке, чтобы контролировть процесс), пока не получится объемная деталь. Поверхность получается сразу супер, но симметрия на больших деталях соблюдается тяжело. Ну да ладно, расскажу до конца: полученную болванку надо "выдуть" - удалить все крошево из пор на поверхности, и тогда поверхность легко пропитывается той же смолой, чтобы сделать болванку прочной и твердой. Потом ее финально шкуришь, полируешь и делаешь слепок-матрицу, внутри которой выклеиваешь готовое изделие. Это - матричная технология, суть ее в том, что болванка и
значально делается почти идеально, с нее делается слепок, изнутри он тоже если надо дополируется и по слепку делается почти сразу идеальная нужная деталь. Эта технология применяется в СЕРИЙНОМ производстве, и она вдвое более трудоемкая, нежели моя любимая технология.
Кстати, и болванку перед снятием слепка, и матрицу-слепок изнутри перед клейкой готовой детали надо покрывать разделителем. Я использую отлично наносящуюся мастику для полов на основе воска и скипидара (у нее характерный запах), полируется фланелью до блеска и не прилипает к смоле.
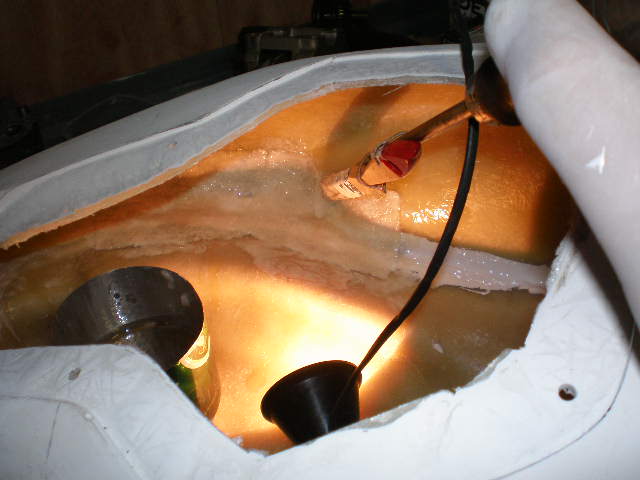
На фото - почти профессиональный процесс изготовления стеклопластиковой детали (бак) по мастер-модели. (Эти фотки - не мои, это Саша-Солома из Брянской области. Мои фотки едут следующим письмом.) Трудно, но ОЧЕНЬ качественно. Паренек - почти профессиональный скульптор по образованию. Я же - скорее продвинутый любитель

















Часть вторая.
Я - человек сравнительно ленивый, поэтому лепить лишнее не люблю. Лишнее - это матрица при штучном (несерийном) производстве. Все равно как минимум болванку надо выводить "в идеал", так пусть болванка будет неидеальна (но близка к этому), зато легко изготовима, а в идеал я выведу готовую деталь. Суть в том, что можно с болванки снять очень тонкую "скорлупку", которую потом изнутри проклеить (усилить). Внешние габариты при этом не "убегут" далеко от нужных (толщина скорлупки - порядка 1 мм), а работы экономится ПРОСТО МОРЕ!
Итак - материал болванки будет тоже нетипичным. Картон. Тонкий, но прочный. Я беру от хлопьев (сухие завтраки). Подойдет любой такой же по смыслу.
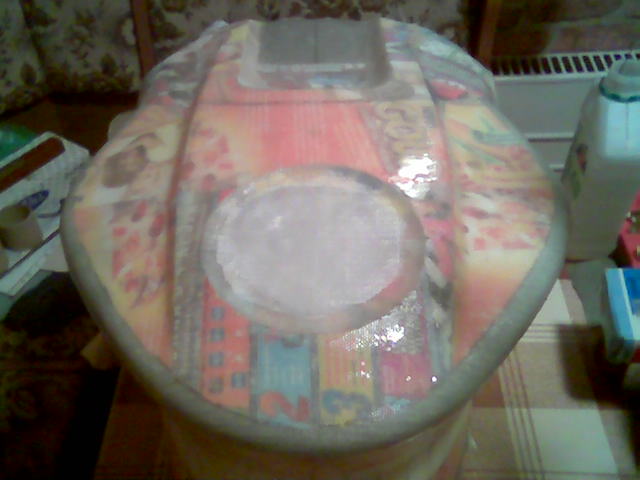
Сначала нужная деталь вычерчивается (хоть в масштабе, хоть в натуре). По судомодельной технологии сочиняется набор пока еще прямоугольных шпангоутов и переборок (см фото), который потом обрезается по контуру, чтобы соблюсти требуемые изгибы и профили. На самом деле - очень просто делается, а самое главное - симметрия будет просто идеальная - все на глазах.
Изгибы двойной кривизны очень люблю моделировать гофрошлангом нужного диаметра и длины, разрезанным вдоль и надетым на лист твердого картона. Эти участки "имплантируются" в болванку в нужных местах (см фото).
Когда болванка готова и в целом вызывает положительные эмоции, ее надо оклеить очень ровно (без пузырей и складок) липкой прозрачной лентой (аналог воска) - к ней эпоксидка не липнет.
Далее - опять же ровно и БЕЗ ПУЗЫРЕЙ (!!!) оклеиваем болванку в 2-4 слоя тонкой стеклотканью, чтобы получилась деталь с толщиной стенки порядка 1 мм. Эта деталь легко снимается с болванки (потому что липкая лента на ней), изнутри проклеивается нужным количеством толстой стеклоткани, снаружи шкурится, шпаклюется, полируется и красится. Все равно это надо было бы делать с болванкой "под матрицу".














Вот еще важно: ткань желательно использовать непропарафиненную, специальную - ровинговую. У нас ее продают почти везде.
Смолу мешать тщательно, лучше всего сначала слепить маленький кусочек изделия, чтобы понять - как работать с материалом и что получится в итоге.
Еще фотки.



















Часть третья(расход материала).
Расход материала на всю скорлупку - известен только в конце работы, потому что напрямую зависит от площади поверхности. А как ее посчитать на этапе проекта? Только навскидку. А вот удельный расход - запросто. Смотри, любой стеклопластик имеет примерно такую анатомию: снаружи идет тонкий слой гелькоута (окрашенной пигментом смолы, придающей цвет изделию). Навскидку, на крылышко от какого-нибудь классика (типа "Бандита") уходит примерно 50-80см3 смолы с пигментом (естессно, к смоле полагается отвердитель - еще плюс 10% или 5-8 см3, но я для простоты буду везде писать расход ПОДГОТОВЛЕННОЙ СМОЛЫ, т.е. с пластификатором, но без отвердителя. Просто в уме добавляй 10% на отвердитель). Непосредственно к гелькоуту изнутри прилегает один слой тонкой ткани с мелкой ячейкой - это для того, чтобы фактура крупной ткани не проступила через поверхность (1) и для того, чтобы избежать пузырей под слоем гелькоута (2). И уже под мелкой тканью идут слои "несущей", средней/крупной ткани, я обычно
делаю либо пару слоев по 0.5 мм или один 0.5 и один - 0.7. Самая толстая ткань хуже всего огибает изгибы детали, поэтому она как можно дальше от лицевой поверхности. Это логично . Посмотри на фотку - там видно, что на разных участках недолепленной детали разная ткань. Там, где самая крупная - уже больше ничего не налеплю. Просто за один присест очень сложно всё выложить в матрицу морды.
Расход смолы зависит от толщины ткани - опять же навскидку, в среднем, 1м2 ткани толщиной около 0.5 мм потребует около 300 см3 смолы. Ткань 0.25 мм - порядка 200 см3, ткань 0.7 - порядка 500 см3. Линейной зависимости нет, потому что например 1 слой (сам по себе) ткани 0.5 сожрет больше, чем два слоя этой же ткани один поверх другого, но вдвое меньшей площади. Происходит это потому, что на одном слое всегда будут излишки с каждой стороны, а у бутерброда из пары слоев одна сторона каждого слоя - общая, и поэтому расход меньше. Ну, если подумать, это несложно понять.
Кстати, раз работа идет дома - надо б поднять тему техники безопасности. Здоровье нынче дорого стоит.
В первую очередь - любая стеклоткань сама по себе производит стеклопыль, а уж при пилении - и подавно. Так что лучше сразу озадачиться, где удобнее всего пристроить рулон, от которого отрезать нужные лоскуты. Лучше всего - на полу, где-нибудь в углу, и накрытый полиэтиленовой пленкой. На полу - чтобы разлет пыли был минимальный, пленка - чтобы не пылилась сама ткань.
Кроить лучше тоже на полу, прямо от рулона, опять же с целью минимизации стеклопыли. Пол после кройки протереть абсорбирующей влажной салфеткой (типа кухонной, которая воду здорово впитывает). На салфетке будет очень хорошо видно, почему нужны такие меры предосторожности.
Выкройки лучше всего сложить на газетку и таскать именно так, а не сами по себе (чтобы трясти по минимуму).
Со смолой всё проще - нельзя пить и есть ее, нельзя в глаза. Смола смывается с кожи либо мылом, либо средством для мыться посуды. Работать в перчатках я так и не научился, потому что пальцы - лучший инструмент, а поэтому руки после смолы надо мыть тщательно. Ну и конечно в идеале надо проветриваемое помещение.
Обработку высохшей скорлупки (распил/шкурение) очень советую делать во влажной среде (либо тупо под струей воды над раковиной, либо поливая/смачивая место обработки). Опилки стеклопластика - та еще дрянь.
Самый лучший признак, что всё делаешь правильно - отсутствие чесотки. Если зачесался - плохо, подумай, почему так.
Соблюдая в общем-то нехитрые правила, можно обезопасить и себя, и родных от довольно вредного сырья. Вообще - самое лучшее средство от стеклопыли - просто влажность. Просто протирай рабочее пространство влажной салфеткой и полоскай ее под струей воды в раковине.